
📱服务热线:13606626836
代码
代码

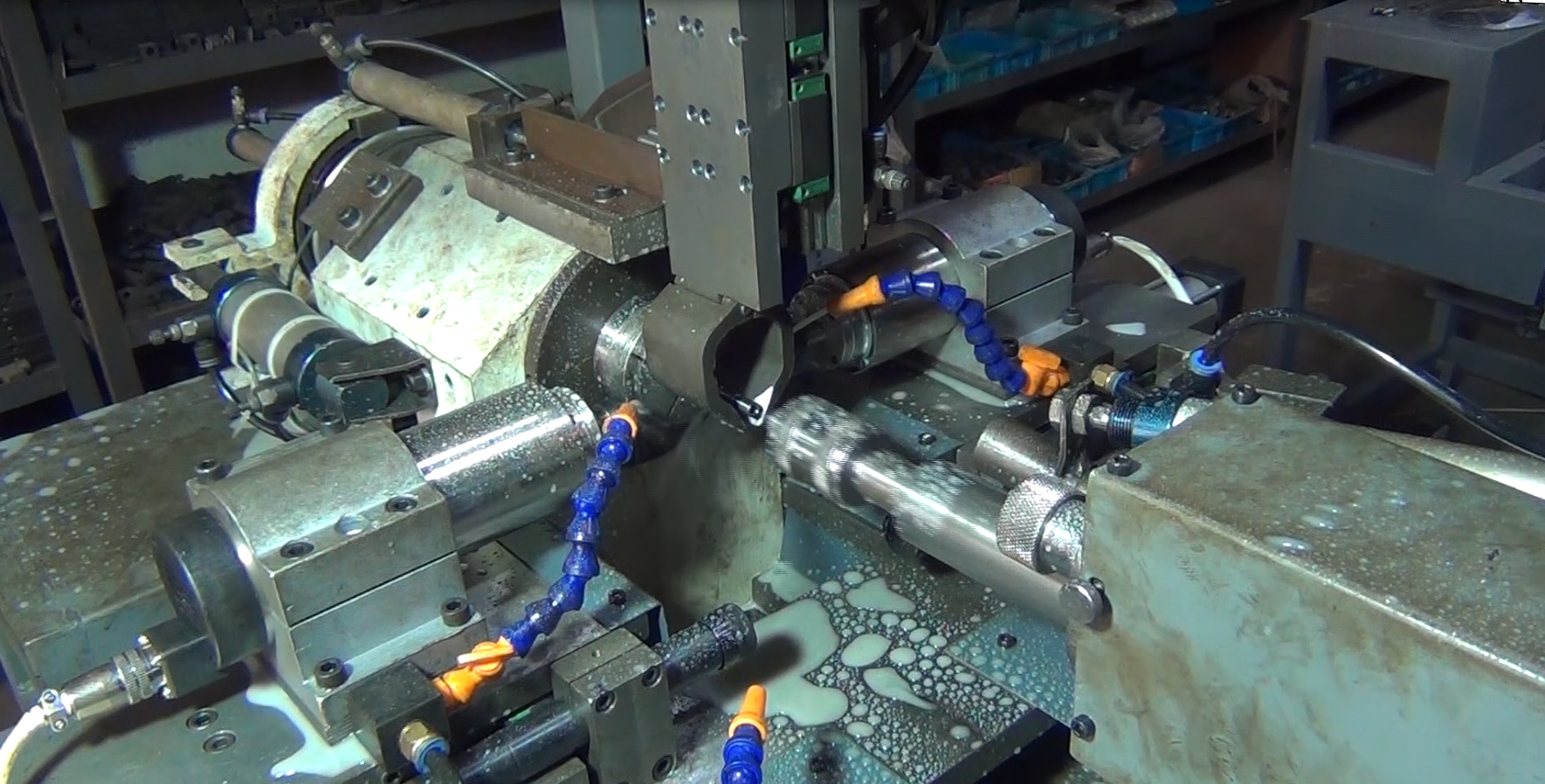
定制多功能机床—深孔钻床加工特点
- 分类:行业资讯
- 作者:
- 来源:
- 发布时间:2022-06-29 10:16
- 访问量:
【概要描述】科学技术的不断发展,推动着各行各业的进步,在机械方面,深孔钻孔的使用是相当广泛的。在深孔加工中,深孔钻床是必不可少的机械产品。下面,我们来看下,定制多功能机床—深孔钻床加工特点。
定制多功能机床—深孔钻床加工特点
【概要描述】科学技术的不断发展,推动着各行各业的进步,在机械方面,深孔钻孔的使用是相当广泛的。在深孔加工中,深孔钻床是必不可少的机械产品。下面,我们来看下,定制多功能机床—深孔钻床加工特点。
- 分类:行业资讯
- 作者:
- 来源:
- 发布时间:2022-06-29 10:16
- 访问量:
科学技术的不断发展,推动着各行各业的进步,在机械方面,深孔钻孔的使用是相当广泛的。在深孔加工中,深孔钻床是必不可少的机械产品。下面,我们来看下,定制多功能机床—深孔钻床加工特点。
1、刀杆受孔径约束,直径小、长度大,形成刚性差、强度低,切削时容易产生振荡、波纹、锥度,并影响深孔的直线度和表面粗糙度。
2、在钻、扩孔时,冷却光滑的流体在没有专用设备的情况下,难以输入切削区,使刀具耐用性降低,且切屑清除困难。
3、在深孔加工过程中,不能直接调查刀具的切削情况,只能依靠工作经验听切削声,看切屑、振动和工件温度、外观(油压表和电表),来判断切削过程是否正常。
4、切屑清理困难,要选择牢固的方式切屑并控制切屑的长度和形状,以方便顺利清洗,避免堵塞切屑。
5、为保证深孔在加工过程中顺利进行并满足加工质量的要求,应增设刀具(外)排屑设备、刀具导向和支撑设备以及高压冷却光滑设备。
通常孔深是孔径的3-5倍称为深孔,其排屑难度和冷却孔深比较小的孔可采用麻花钻,为了排屑顺畅,铁屑变得细直窜出来,带出较小的碎屑,用冷却剂简单的混入即可。定制多功能机床—钻头的磨削方法可以选择相对简单的磨削方法。
1、变大钻边角度至130-140度,增加切屑厚度,改变出屑方向(出屑方向与刃口直)。
2、修磨横向刃口,减少轴向切刀。靠近钻芯的切削刃会出现一个折叠角,以促进切屑分离。
3、如果钻头直径较大,可在切削刃的侧面磨屑槽,要宽一些,以平衡两个切削力。
4、在边角1毫米45度减少磨损,提高光洁度。
5、钻速稍低时,应多取进料量,使切屑增厚以带钢排出。
6、冷却液喷嘴应面向孔内,方便冷却液进入切割区。
7、当孔按比例大于8倍以上时,在大批量的专用深孔钻床上钻孔,效率非常高,我尝试生产车床主轴直径32长850毫米左右的材料45钢只需要13分钟。
8、外径小的选择切屑,因为钻杆太小无法切屑。直径较大的钻杆有足够的空间排出切屑,将高压油压在孔壁和钻杆之间,排出钻杆的切屑和热量。钻头是特制的,通常由硬质合金制成,分为导向和切屑边两部分,切屑边被磨成梯形来切屑,切屑槽的高度和宽度取决于工件的物料和进给,以保证切屑形状紧密且小C形或瓦形较好。
扫二维码用手机看

版权所有2022 杭州伊诺斐机电有限公司 浙ICP备09003121号-1 技术支持:中企动力 杭州 SEO